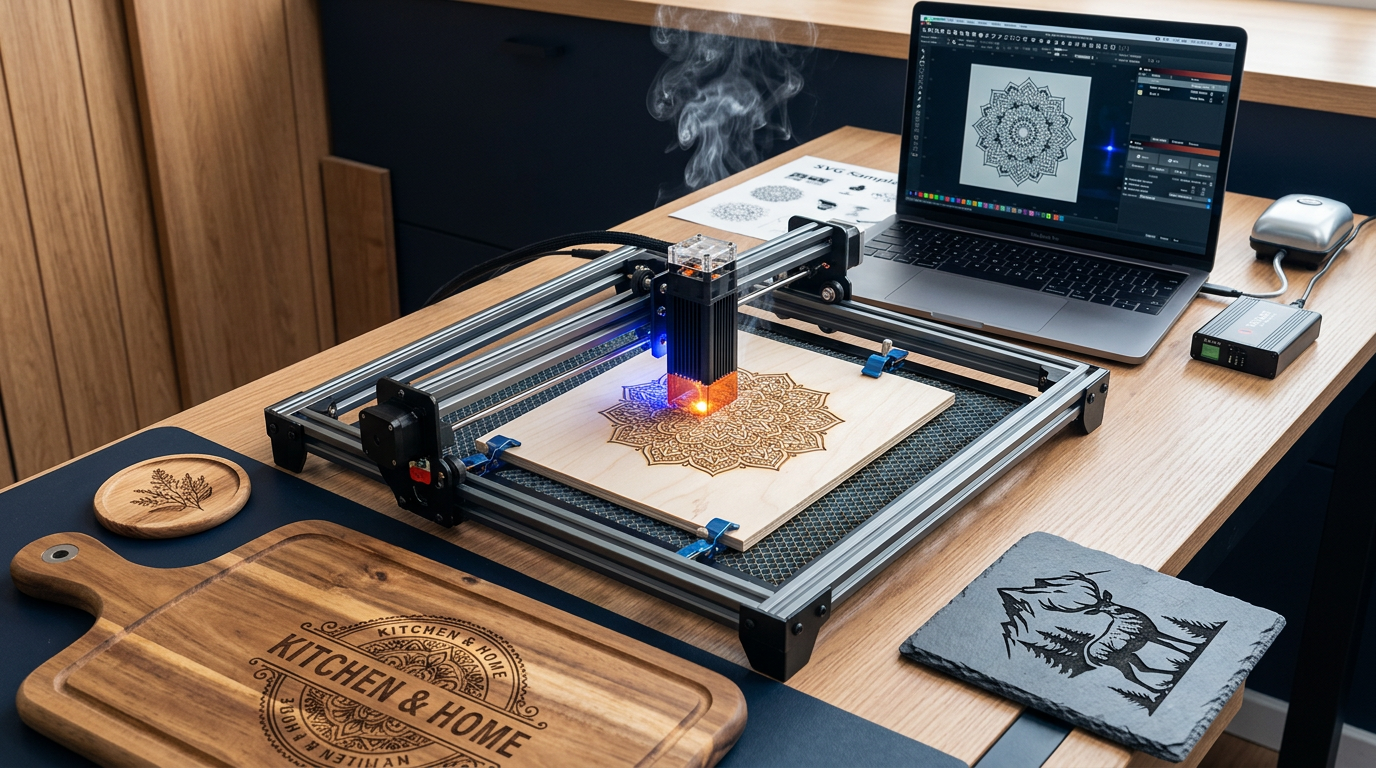
Laser engraving with SVG files produces crisp, repeatable results on a huge range of materials. But getting from an SVG file to a finished engraving involves understanding your software, dialing in your settings, and knowing how different materials behave. This guide covers the full workflow.
Software Options for Laser Engraving
Most laser engravers use one of these software packages to import SVGs and control the machine:
LightBurn (Recommended)
LightBurn is the most popular choice for diode and CO2 laser users. It imports SVG files natively, offers powerful layer management, and lets you set speed and power per layer. It works with most laser brands including Ortur, xTool, Atomstack, and Epilog. See our dedicated LightBurn SVG tutorial for a detailed walkthrough.
LaserGRBL (Free)
A free, open-source option for GRBL-based diode lasers. It handles SVG files but has a simpler interface with fewer features than LightBurn. Good for getting started without spending money on software.
Glowforge App
If you own a Glowforge, you'll use their browser-based app. It accepts SVG uploads directly and handles settings through a simplified interface. Check our Glowforge SVG guide for specifics.
Engraving vs. Cutting: Understanding the Difference
An SVG file contains vector paths. Your laser software interprets these paths in two ways:
- Line/Cut mode — The laser follows the path outline at full power, cutting through the material
- Fill/Engrave mode — The laser rasters back and forth inside filled areas, burning the surface to create an engraved image
Most design files from our engraving collection work in fill mode. The laser reads the black-filled areas and engraves them while leaving the background untouched.
Essential Settings Explained
Speed
How fast the laser head moves across the material. Higher speed means lighter engraving and faster completion. Lower speed means deeper, darker engraving but takes longer. Speed is typically measured in mm/s or mm/min depending on your software.
Power
The intensity of the laser beam, expressed as a percentage of maximum output. Higher power burns deeper. Too much power on thin material will cut through instead of engraving.
DPI / Lines Per Inch
How many lines the laser scans per inch during fill engraving. Higher DPI produces finer detail but takes significantly longer. For most projects, 254 DPI (0.1mm line interval) gives excellent results. Use 300+ DPI only for photo-realistic engravings on premium pieces.
Number of Passes
Running the same engraving multiple times at lower power produces more consistent results than a single high-power pass. This is especially useful on materials like slate that can chip from thermal shock.
Material Settings Reference
These settings are starting points for a typical 10W diode laser. Adjust based on your specific machine, material thickness, and desired depth.
| Material | Speed (mm/min) | Power (%) | DPI | Passes |
|---|---|---|---|---|
| Basswood / Birch plywood | 3000-6000 | 40-70% | 254 | 1 |
| Hardwood (maple, walnut) | 2000-4000 | 60-80% | 254 | 1-2 |
| Slate | 3000-5000 | 70-90% | 254 | 1 |
| Leather (veg-tanned) | 4000-6000 | 20-40% | 254 | 1 |
| Acrylic (cast) | 4000-6000 | 50-70% | 254 | 1 |
| Anodized aluminum | 2000-4000 | 80-100% | 300 | 1-2 |
| Ceramic tile (with marking spray) | 1500-3000 | 80-100% | 300 | 1 |
Preparing Your SVG for Engraving
Check Fills and Strokes
For fill engraving, your design elements need solid fills (usually black). Designs with only strokes (outlines) will be interpreted as cut lines, not engraved areas. Most SVG design files from quality sources are already set up correctly.
Remove Unnecessary Elements
Open the SVG in your laser software and check for hidden layers, invisible elements, or stray points. These can cause unexpected marks or slow down processing. In LightBurn, the Edit > Select All function highlights everything including hidden elements.
Invert for Dark Materials
On dark materials like slate, the engraving appears lighter than the background. If your design is a silhouette meant for light-on-dark display, you may need to invert it. Some laser software offers an Invert option, or you can do this in Inkscape before importing.
Best Practices for Clean Engravings
- Always run a test piece — Engrave a small section on scrap material first. Adjust settings before committing to the final piece.
- Focus your laser precisely — An out-of-focus beam produces fuzzy, wide lines. Use your machine's focusing tool or measure the focal distance carefully.
- Use masking tape for wood — Apply painter's tape over the surface before engraving to prevent smoke staining around the engraved area. Peel off after engraving for a clean result.
- Clean your lens regularly — Smoke residue accumulates on the lens and degrades engraving quality over time
- Ensure good ventilation — Proper exhaust isn't just for safety; it reduces smoke residue on both the material and the laser optics
- Secure your material — Any movement during engraving ruins the result. Use clamps, tape, or the machine's hold-down features.
Advanced Technique: Grayscale Engraving
Some SVG designs use varying shades of gray to produce depth in the engraving. Your laser software maps these gray values to different power levels — lighter grays get less power (shallower engraving) and darker grays get more (deeper). This technique produces stunning photo-like results on wood and creates actual 3D relief on suitable materials.
For true 3D carving with depth data, see our guide on depth maps for CNC carving.
Start Engraving
Browse our laser engraving design collections for files optimized for engraving. Every design comes with commercial licensing, so you can sell your finished products at craft fairs, on Etsy, or anywhere else.
For detailed material-specific guides, check out our posts on best materials for laser engraving and engraving on slate.